 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
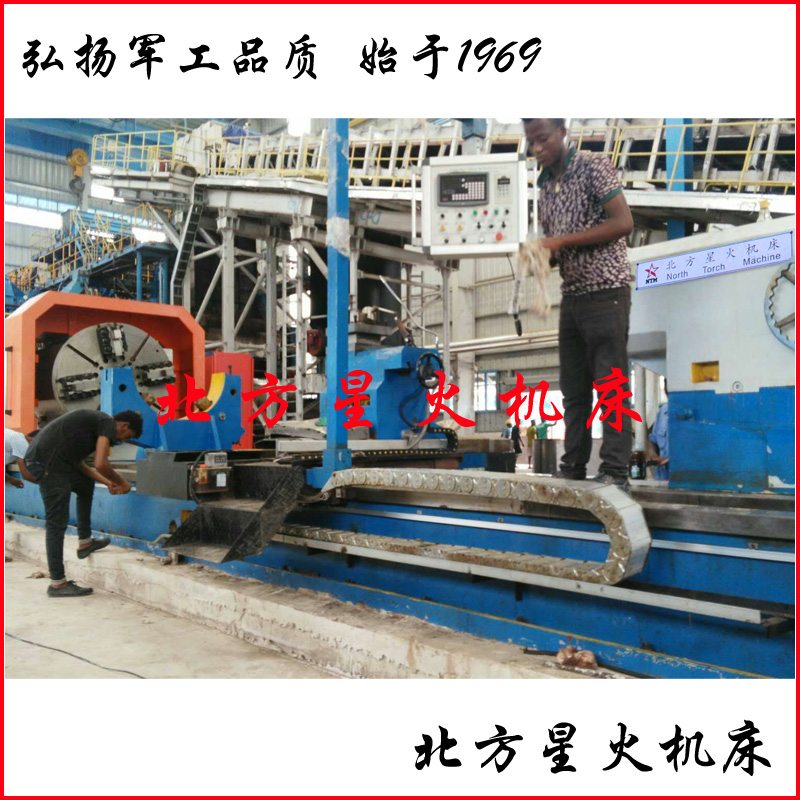
榮譽資質 企業裝備
企業裝備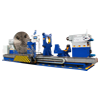 重型臥式車牀系列
重型臥式車牀系列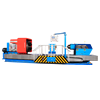 軋輥車牀系列
軋輥車牀系列 大型臥式車牀系列
大型臥式車牀系列 數控端面車牀系列
數控端面車牀系列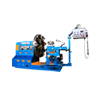 大型落地車牀系列
大型落地車牀系列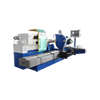 車銑磨組合機牀系列
車銑磨組合機牀系列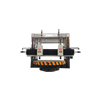 立式車牀系列
立式車牀系列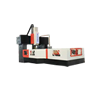 龍門銑牀系列
龍門銑牀系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題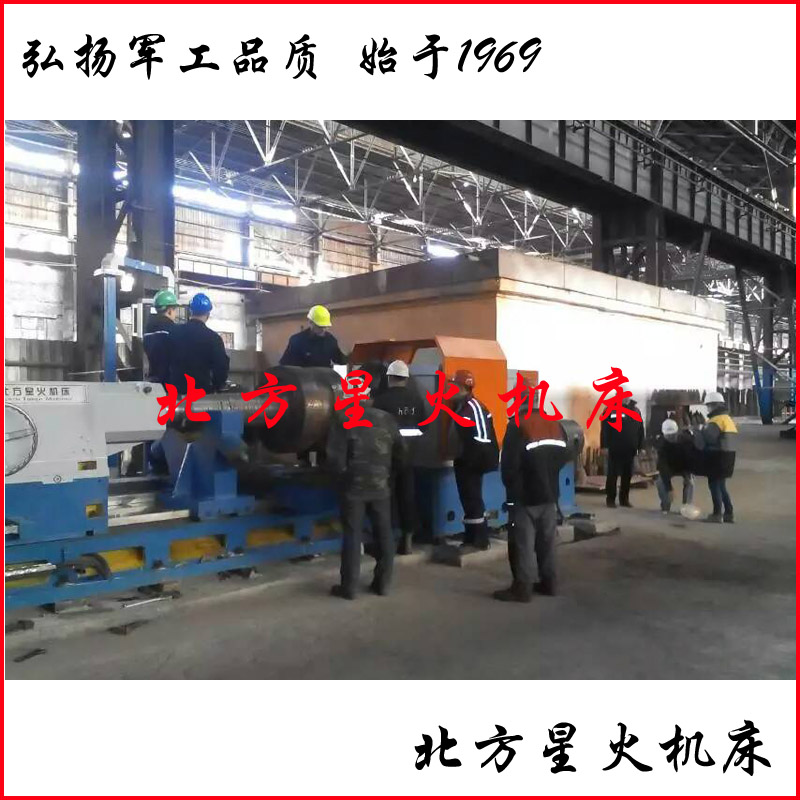
 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞組合機牀的形式很多,根據工件的不同加工要求,採用各種結構的通用部件,就可以靈活地組成各種不同配置(佈局)形式的組合機牀。按照配置形式,組合機牀可分爲單工位組合機牀和多工位組合機牀兩大類。
單工位組合機牀的特點是,工件只能在一個工位上進行加工,通常是用於加工一個或兩個工件,特別適用於大、中型箱體件的加工。根據被加工工件的表面情況,單工位組合機牀又有單面加工、雙面加工、三面加工和四面加工等幾種。
臥式配置的組合機牀,動力部件是沿水平方向運動的,這種組合機牀多用於加工孔中心線與定位基準面平行而又需要由一面或幾面同時加工的箱體件。動力部件沿豎直方向上下運動的配置形式,稱爲立式組合機牀。立式組合機牀適合加工定位基準面是水平的,而加工的孔與基準面相垂直的工件。同時配置有沿水平方向和豎直方向運動動力部件的機牀,稱爲複合式配置的組合機牀。傾斜配置形式的組合機牀主要用於加工傾斜表面。
多工位組合機牀的特點是,工件能在幾個工位上進行加工。需要多部位加工的中、小零件常用一臺多工位組合機牀完成工件的全部工序。由於多工位機牀的工序集中程度和生產效率高,所以常常用於大批、大量生產中。在多工位組合機牀上工件工位的變換,有用人工換裝和機動變位兩種方式。
組合機牀已經在汽車、柴油機、電機、儀表、航空、冶金等行業得到了廣泛的使用,組合機牀最適宜於大批、大量生產部門,但在一些中、小批生產部門也已開始推廣使用。組合機牀最適合於加工殼體類零件,如氣缸體、氣缸蓋、變速箱體、機座等。這些零件從平面到孔的全部加工工序都可以由組合機牀來完成。
組合機牀可完成的工藝有銑平面、刮平面、車端面、鑽孔、擴孔、鏜孔、鉸孔、攻絲、倒角、鍃窩、鑽深孔、切槽等。隨着綜合自動技術的發展,組合機牀可完成的工藝範圍也在不斷擴大,除了上述工藝外,還可完成車外圓、車錐面、車弧面、切削內外螺紋、滾壓孔、拉削內外圓柱面和平面、磨削、拋光、珩磨,甚至還可以進行衝壓、焊接、熱處理、裝配、自動測量和檢查等。

 客服1
客服1  客服2
客服2